| 全國免費谘詢(xún)熱線 13946958488 |
| 全國免費谘詢(xún)熱線 13946958488 |
聯係人:陳經理
手 機:13946958488
網 址:www.anxinhb.cn
地 址:安達市(shì)高速路橋(qiáo)下南側200米
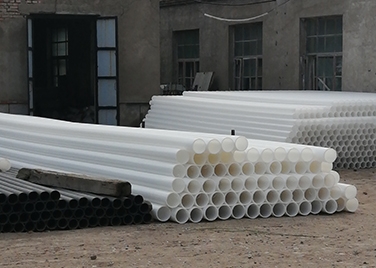
我們都知道PE管按照功(gōng)能和應用場景的不同可以分為PE給水管、排水管、燃氣管、農田(tián)灌溉管等,所以說PE管是(shì)一種多用途的新型環保建材。
目前,PE管已廣泛用於飲用水工程,許多客戶會懷疑,長期使用PE給水管後,PE管中會長出青苔。
PE給水管(guǎn)在加工過程中不添加重金屬鹽(yán)穩定(dìng)劑,無毒且無結垢層,不繁殖細菌,具有良(liáng)好的耐化學性,可承受多種(zhǒng)化學(xué)物質。介質,土壤中的(de)化學物質的腐蝕不(bú)會損壞管道。
聚乙烯是電絕緣體,因此不會腐爛,生鏽或電化學腐蝕,也不會促進藻類,細菌或真菌的生(shēng)長。因此,PE管中不會(huì)出現苔蘚之類的現(xiàn)象,這也是建設部積極推廣PE給水管的主要(yào)原因。
PE管普(pǔ)及的另一個重要原因是PE給水管的安裝方便。要連接PE管,首先將熔化的PE管配件連接到(dào)管(guǎn)上,並根據指定的參數(shù)(時(shí)間,電壓等)使用專用焊機。請給保險絲型PE管(guǎn)件(jiàn)供電,以熔化(huà)帶有內置加(jiā)熱絲的保險管件的內表麵和管(guǎn)子插入(rù)端的外表麵。冷卻後,PE管和配件相互融(róng)合。它的特點是連接方便快捷,接頭質量好,不受(shòu)外界因素的幹擾,但熔(róng)管配件的價格(gé)是普通(tōng)管配件的幾十倍(直徑越(yuè)小,差異(yì)越大)。通常適用於大直徑管道連接。
塑料管廠")
哈爾濱塑料管廠介紹pe管熱熔的基本步驟:
材料準備→加緊→切削→對中→加熱→切換→熔(róng)融對(duì)接→冷卻→對接完成
大口徑PE管熱熔連接步驟及注意事項:
1、材(cái)料準備
打開1.1焊機各部件(jiàn)的電源。必須使用220V、50Hz交流,電壓變化在10%以內,電源必須有接地線。另外,要確保加熱板表麵(miàn)幹淨,不被刮傷。
將1.2泵站連接到機架用液壓導線上。連接前,應檢查並清潔(jié)接頭上的汙(wū)物,防止汙物進入液壓(yā)係(xì)統,從而損壞液壓裝置。連接(jiē)液壓導線後(hòu),應鎖定接頭部分,以防止高壓操作時接頭(tóu)打開的危險。根(gēn)據選擇的工作模式輸入焊接數據(jù):直(zhí)徑;壁厚(hòu)或SDR值;設置加(jiā)熱板溫(wēn)度;焊(hàn)工(gōng)代碼。
2、強化
將PE管道或管件放在平(píng)整位置,放在對口機(jī)上,留下(xià)10~20mm的切削餘量。根據焊(hàn)接的PE管、管件選(xuǎn)擇適當的KAVA夾具,並夾緊管道準備切削(xuē)。
3.切口:切(qiē)割(gē)切口焊接管段、管端雜質及氧化層,確保兩個對接端麵平整光滑,無雜質。
打開3.1機(jī)架,插入銑刀,轉動鎖柄,將銑刀固定在機架上。啟(qǐ)動(dòng)泵站時,方向控製手柄在中間時進(jìn)行,高壓下(xià)嚴禁啟動。
啟(qǐ)動3.2銑刀,關閉夾具,加工管道管件端麵(miàn)。
3.3連續切削形成後,降低壓力,打開夾具,關閉銑刀。這個過程必須先降(jiàng)低壓力,打(dǎ)開夾具,關閉銑削刀具的順序(xù)進行。
拆卸3.4銑刀,關(guān)閉夾具,檢查PE管兩端的間隙(間隙大小不能大於0.3mm)。從機架上卸下銑(xǐ)刀時,請確保銑刀與端麵不衝(chōng)突(例如,需要重新銑削時)。銑削的端麵不要用手觸摸或油汙染等汙染。
4、中間
pe管道的同心度檢查。兩端的間隙和錯(cuò)誤(wù)的邊量不能滿足要求時,必須重(chóng)新夾緊和銑削焊接件,才能執行(háng)以(yǐ)下任務:
5、加熱
確認(rèn)5.1加熱板的溫度是否適合(hé)210C~230C,兩端的熔體長度為1~2MM。5.2加熱板上的紅(hóng)色指(zhǐ)示燈必須亮起或(huò)閃爍。加熱板上的紅(hóng)色指示燈首次亮起後,等待10分鍾,使整(zhěng)個(gè)加熱板的溫度均勻。
測試並記錄5.3係統拖動壓(yā)力P0。必須測量每個焊接端(duān)口的拖動壓力。拖動壓力太大(dà)時,可以用短管道墊等(děng)方法解(jiě)決。
5.4將適當溫度的加熱板放置在機架上,關閉夾具,設置係統壓(yā)力P1。P1=P0接縫壓力
5.5 PE(管件)之間凸塊均勻,高度達(dá)到要(yào)求時(shí),將壓力(lì)降低到近似拖動壓力,按吸熱計時按鈕開始記錄吸熱時間。P2=P0吸熱壓力(吸熱壓力接近(jìn)0)
6、轉換
清(qīng)除6.1加熱板(bǎn),快速粘合和加壓兩個熱熔(róng)端麵,為保證熔體對接質量,轉換周期越短越(yuè)好。
達到(dào)6.2吸熱時間後,迅速打開儀器,取出加熱板。導入加熱板時,應避免與熔化的端麵發生碰撞。如果已經發生,溶解的端麵完全冷卻後,必須重新開始整個焊接過程。